-
通用型抛丸清理机
-
自动回收喷砂机
 自动回收喷砂机
自动回收喷砂机边喷边吸喷砂机磨料能自动回收、自动分选、自动循环、无污染;
More -
一目了然选择抛丸机
 一目了然选择抛丸机
一目了然选择抛丸机抛丸机的选型对于初次使用抛丸机的用户是一件比较头痛的问题,根据自己的工件选择合适的抛丸机是用户的头等大事,用户通过下图就可以一目了然的根据不同工件选型抛丸机,让抛丸机用户少走弯路,无障碍选择抛丸机。
More -
履带式抛丸机
 履带式抛丸机
履带式抛丸机履带式抛丸机适合不怕碰撞的单重在15KG以下工件的抛丸清理,分为橡胶履带式抛丸机、钢履带式抛丸机。
More -
Q3110滚筒式抛丸机
 Q3110滚筒式抛丸机
Q3110滚筒式抛丸机Q3110(Q3113)滚筒式抛丸机用途:适用于15kg以下的,中、小不怕碰撞的铸、锻件、冲压件以及电镀前的抛丸预清理等。 Q3110滚筒式抛丸清理机优点: 1.可完成工件旋翻转抛丸清理等功能 2.采用倍受欢迎的无地坑形式,节省了地坑基础的施工费用 3.滚筒式抛丸机造价低,使用寿命长
More -
Q3512转台式抛丸机
 Q3512转台式抛丸机
Q3512转台式抛丸机转台式抛丸机主要用于对铸钢(铁)件、锻件、板焊件的抛(喷)丸清理,主要用于去除工件表面的粘砂、铁锈、氧化皮、污物等,使工件表面呈现金属本色,消除工件内部应力,提高工件抗疲劳性能,增加工件喷漆时的漆膜附着力,并最终达到提高工件表面及内在质量的目的。
More -
履带式抛丸机
 履带式抛丸机
履带式抛丸机产品测试内容产品测试内容产品测试内容
More -
吊钩式抛丸机
 吊钩式抛丸机
吊钩式抛丸机吊钩式抛丸机特点:抛丸机量大、清理效率高、室体有效空间大、结构紧凑、采用无地坑形式、对清理工件的外形结构无特殊要求、可一机多用,该吊钩式抛丸机产品多广泛应用于机械制造业以及铸造业。
More -
Q341转台式抛丸机
Q341转台式抛丸机
Q341转台式抛丸机产品说明:该系列转台式抛丸机用于小型钢结构件和铝合金铸件的表面清理和抛丸强化,更适用于涡轮壳的表面除锈及表面氧化皮的清理和抛丸强化,广泛应用于铸造、锻压、机械、钢铁、汽车行业。
More
-
自动回收喷砂机
-
非标定做抛丸机
-
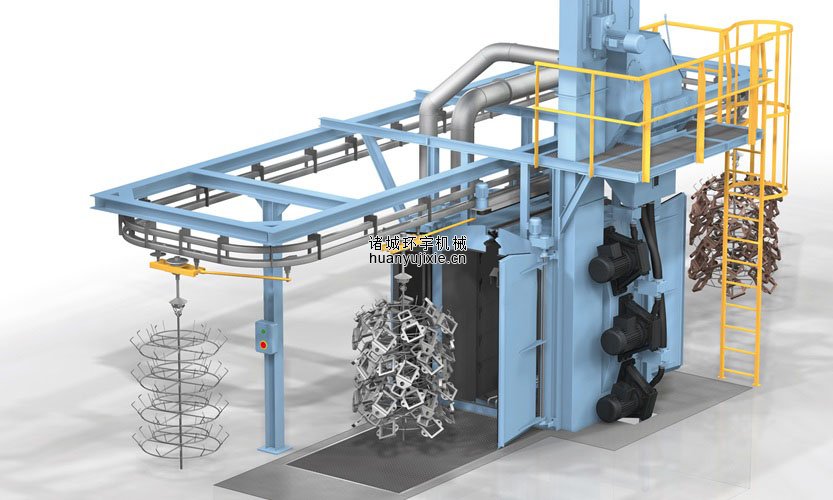
板簧抛丸强化机
 板簧抛丸强化机
板簧抛丸强化机抛丸强化机是我公司独立研制的一种新型弹簧抛丸强化设备,抛丸机,主要清理对象有板簧、圆簧、曲轴、连杆、轮毂。弹簧抛丸机它具有以下优点:采用两个大抛丸量、高抛射速度的国际上第四代悬臂离心式v+s抛丸器;分离器采用美国潘邦恩公司BE型满幕帘式分离器技术;抛丸机,整个设备的弹丸循环系统都采用自动检测装置;工件强化通过辊道将工件移动到清理室,弹簧抛丸机边旋转边向前移动边进行强化
More -
风电塔筒内外壁抛丸机
 风电塔筒内外壁抛丸机
风电塔筒内外壁抛丸机风电塔筒内外壁抛丸机(风电塔筒内外壁抛丸机)是根据用户要求而设计制作的一种新型专用设备,是一种清理风电塔筒、大型钢管的抛丸专用清理设备。它能对风电塔筒、大型钢管表面施以强力抛丸,除掉其上的锈层、焊渣及氧化皮,使之获得均匀一致的金属光泽,以提高钢材管的涂饰质量与防腐效果。
More -
锚链抛丸机
 锚链抛丸机
锚链抛丸机船用锚链、矿山用矿链抛丸机,一方面清除氧化皮、另一方面消除残余应力,提高工件使用寿命
More -
衬塑管内壁喷砂机
 衬塑管内壁喷砂机
衬塑管内壁喷砂机钢塑复合管,相对塑料管具有承压高、抗冲击力强等特点; 内层的塑料衬层牢固度直接影响衬塑管的产品质量,公司开发的衬塑管内壁喷砂机,通过钢塑管内壁喷砂机对钢管内壁进行喷砂处理增大钢管内壁粗糙度,大大增强塑料衬层牢固度,从而达到提高产品质量的目的。
More -
轮毂抛丸机
 轮毂抛丸机
轮毂抛丸机轮毂抛丸机:该系列抛丸强化机是我公司独立研制的一种新型抛丸机,主要清理对象有锥齿轮、刹车盘、轮毂等汽车配件
More -
悬链式抛丸机
 悬链式抛丸机
悬链式抛丸机悬链式抛丸机吊钩等间距设置,连续均速前进,连续作业,生产效率高,但对每钩工件的清理力度不能调节,只能在动态下装卸料。
More -
工程机械抛丸机
 工程机械抛丸机
工程机械抛丸机Q37系列吊钩式抛丸机主要用于钢结构件、铸件、铝合金件及其他零件的表面清理和强化。广泛用于铸造、锻压机械、钢铁等行业。
More -
通过式抛丸机
 通过式抛丸机
通过式抛丸机诸城环宇机械生产各种通过式抛丸机,该设备属于Q69辊道通过式抛丸机,可清理钢结构件、H型钢件、网架、钢板等多功能钢材除锈机。
More
-
板簧抛丸强化机
-
特种抛丸机
-
倾斜滚筒式抛丸机
 倾斜滚筒式抛丸机
倾斜滚筒式抛丸机倾斜滚筒式抛丸机 滚筒式抛丸机 抛丸机 产品说明: ● 高效、均匀的清理效果 采用特有的滚筒摇动构造,在抛丸清理时,滚筒不仅转动而且还上下动摇。因此筒内产品完全被搅拌。
More -
车厢抛丸机
 车厢抛丸机
车厢抛丸机车厢抛丸机,车架抛丸机,载重车车厢整体抛丸机
More -
间歇式摆床抛丸机
 间歇式摆床抛丸机
间歇式摆床抛丸机摆床抛丸机主要适用于易翻转的锻件、灰铁铸件、铸钢件、球铁铸件、可锻铸铁件的批量抛丸清理,摆床抛丸机可替代履带式抛丸机。摆床抛丸机结合磁选分离器,也适用于铸件落砂去芯。
More -
车桥抛丸机
 车桥抛丸机
车桥抛丸机车桥是汽车重要配件之一,可以分为前车桥和后车桥,类属于铸造件、焊件,车桥在使用之前都需要使用抛丸机进行除砂、除氧化皮、金属表面强化工艺,推荐使用环宇机械生产的车桥抛丸机。
More -
连续履带式抛丸机
 连续履带式抛丸机
连续履带式抛丸机连续履带抛丸机主要用于不怕碰撞的小中型铸件的表面除锈和去处飞边毛刺等工作,适应于生产量大的铸件生产过程中的浇道、冒口等回炉料的抛丸处理。
More -
支重轮抛丸机
 支重轮抛丸机
支重轮抛丸机支重轮抛丸机是一种利用抛丸机中高速旋转的抛丸器将一定直径的弹丸,借助抛丸轮内高速旋转的叶片,将弹丸加速到75~100m/s的速度,定向抛射到挖掘机支重轮的表面上,依靠弹丸所具有的动能来破坏或打碎工件表面的氧化皮并经过丸渣处理器将钢丸和锈渣分离,将锈渣彻底清除掉,从而代替传统的酸洗磷化工艺,是目前解决支重轮生产过程中出现的环保问题的抛丸机设备,抛丸机工作时工件一边自转一边前进,清理效果均匀,便于厂家流水线布置。
More
-
倾斜滚筒式抛丸机
-
喷砂房
-
机械回收式喷砂房
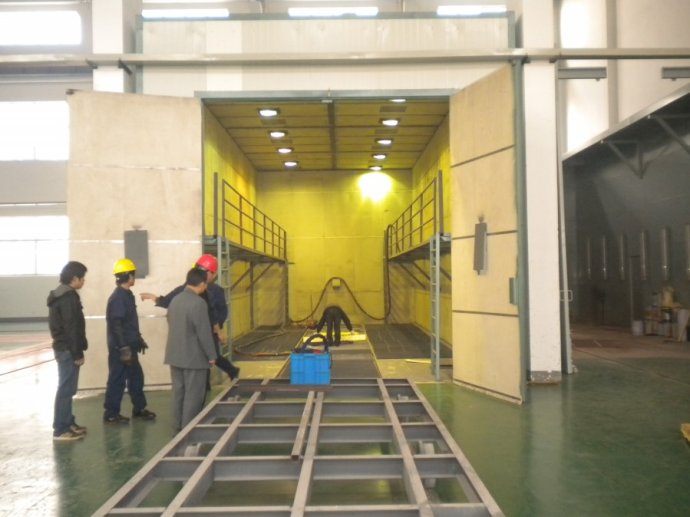 机械回收式喷砂房
机械回收式喷砂房机械回收式喷砂房、喷丸室为全钢构房体,磨料采用机械式回收,配有通风除尘系统,工人劳动保护装置,照明装置等,适应于任何磨料喷砂作业
More -
刮板式喷砂房
 刮板式喷砂房
刮板式喷砂房磨料从喷砂枪中喷射出后落在承重的喷砂房格栅地板上,纵向脉动刮板机将磨料、碎屑和尘土推进螺旋输送机,螺旋输送机再将它们运送到斗式提升机,经过分离器后,好的磨料重新进入喷砂机中,而灰尘和碎屑则自动落入灰尘采集筒中。该刮板喷砂房系统可以运行任何种类的磨料(摆床抛丸机、倾斜滚筒抛丸机)。
More -
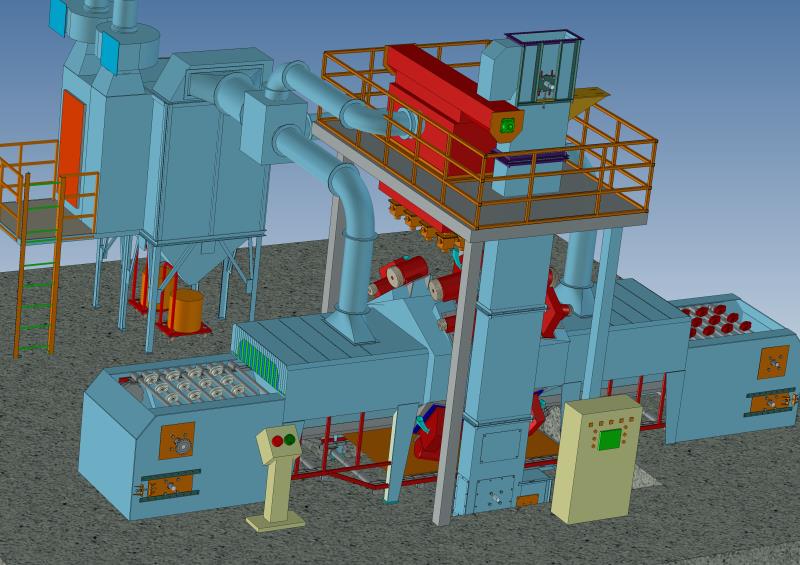
自动喷砂机
 自动喷砂机
自动喷砂机设备配有两个手动操作位,可用于手动补喷作业。设备配有风力回收系统,可将丸料回收至旋风分离器,丸料分选后至V140喷丸发生系统中。设备背挂2滤芯除尘器,配二次过滤器,设备集成度高,环保等级高。
More
-
机械回收式喷砂房
-
钢瓶设备
-
钢瓶内壁清理机
 钢瓶内壁清理机
钢瓶内壁清理机钢瓶内壁清理机:钢瓶水平放置在气瓶内壁喷丸机上料架上,上料气缸工作钢瓶上料,同时液压升降台升降将钢瓶步进到翻转架位置,液压升降台下落,推进汽缸将钢瓶和自转装置接触,翻转气缸工作,将钢瓶翻转呈一定角度定位,与室体罩壳吻合;喷枪进入钢瓶内腔往复清理
More -
钢瓶上阀机
 钢瓶上阀机
钢瓶上阀机瓶阀装卸机是根据钢瓶制造厂、钢瓶检测站检修需要,对符合安全监察规程的标准气瓶在定期使用后作检测、维修之用。该装置通过机械及电器的联合动作,可实现自动卸阀。
More -
钢瓶铆颈机
 钢瓶铆颈机
钢瓶铆颈机钢瓶铆颈机(钢瓶铆颈圈设备)是气瓶生产厂家用来给气瓶铆颈圈的专用设备,采用卧式结构,便于工件物流输送,包括床身、液压定位机构、液压站、铆颈动力头系统、电器系统等构成。
More -
钢瓶外壁抛丸机
 钢瓶外壁抛丸机
钢瓶外壁抛丸机钢瓶外壁抛丸机是无缝气瓶生产厂家必备钢瓶设备,钢瓶外壁抛丸机具有如下优点 1.钢瓶外壁抛丸机可配线使用节约物流转运成本。 2.钢瓶外壁抛丸机能耗低生产效率高。 3.结构紧凑维护费用低的钢瓶外壁清理机。 4.钢瓶外壁抛丸机无地坑安装节约土建费用。
More
-
钢瓶内壁清理机
- 除尘器
-
抛丸机配件
-
直联式抛丸器
 直联式抛丸器
直联式抛丸器直联式抛丸器改变了曾经必须要接触式的方式来进行零件的清理弊端,从而可以保证打砂机可以在不接触零件表面本身的情况下对其进行高精度和小区域的清理除锈工作,相比于人工除锈清理,这种机器可以在不破坏零件本身结构的情况下,对其进行加工打磨,而且高转速的弹丸可以让铁锈和污染物变得非常容易去除,效率和结果上也会变得很多。
More -
抛丸机耐磨件
 抛丸机耐磨件
抛丸机耐磨件抛丸机心脏——抛丸器: 本公司生产各种抛丸清理设备中的高中低铬及高锰钢易损件,抛丸机其耐磨性能达到或高于同期国外水平。本厂所生产的耐磨备件外观质量好,耐磨寿命长,使用寿命相当或超过进口备件,大大减少用户的备件更换次数,为用户获得了很好的经济效益,博得用户的普遍盛赞。
More
-
直联式抛丸器
- 网站首页
- 产品中心
- 工程案例
- 常见问题
- 关于环宇
- 联系我们
- 设备应用行业
